Friday, Apr 14 2017
Collet Chuck
I’m back to working on a collet chuck to use my ER16 collets on the lathe.

Turning down to size

Rats nest
I spent most of the afternoon working in the yard but did have some time to start turning this chunk of hex stock into a collet chuck for the lathe. The hex stock was initially covered in rust.
I removed a bunch of stock from each of the 6 sides on my mill a while back. Now I’m half way through turning down one end so I can cut 1"-8 threads. This end will eventually screw into the mounting plate I prepared a couple of weeks ago.
I used an HSS tool I ground until the stock was more or less round then switched to using a tool with a carbide insert. My HSS tool grinding technique must really be bad. I couldn’t take much of a cut and the finish was terrible. The carbide inserts let me run the spindle faster, take a deeper cut, and give a much better finish. On the other hand the chips didn’t break and every once in a while I get a rats nest that needs to be cleared.
Saturday, Apr 15 2017

Ready for threading
Another short day in the garage. I turned down a portion of the hex stock to the required diameter and cut a 1/8” relief area at the shoulder to give the tool a place to stop after a thread cutting pass. The tool is ready to go, but I haven’t set up the change gears yet. Tomorrow. Now it’s time to fire up the BBQ for dinner.
Sunday, Apr 16 2017

Change gear chart

In the way

8 TPI
Oh oh… the chart on the lathe starts at 12 TPI and I need to cut 8. I got out the manual which has gear combinations for many more threads. It said to use A = 40, B/C = any gear, and D = 20.
“Any gear” really doesn’t mean any gear. It means any gear that fits. None of my gears fit. An 80 tooth gear was too large. The “banjo” adjustment stud and nut interfere with the gear. I even tried reversing the stud as the other side was shorter. Nope. A 65 tooth gear (my next smallest) was too small to bridge distance between the 40 and the 20 regardless of how positioned on the banjo. Well, it may have worked. The engagement between the 65 and the 20 was barely using the tips of the gear. I was worried that any load would have caused the gears to jump, ruining my threads.
It’s not the gears that are important, but the gear ratios. I replaced the 40/20 pair with an 80/40 pair. A 55 tooth idler gear was large enough to bridge the distance between the two and small enough to not interfere with the banjo adjustment.
I don’t like the banjo/change gear setup on this lathe. My old Atlas/Craftsman was nicer in that respect.

Almost fits

Threaded
I took a picture where I blued up the part and did a scratch pass to verify the thread pitch. It got lost, but lightroom mobile did give me an opertunity to send a bug report. Thanks, Adobe.
The pitch was correct. Even taking very light cuts I needed to turn the part at a higher RPM than I liked. The lathe would bog down, otherwise. It makes threading interesting when the lathe speed control gives more power to the motor as the tool digs in then speeds up as the load changes.
The last test fit was close. I took a file smooth out the thread peaks. That was all it took to get a nice fit into the backing plate.
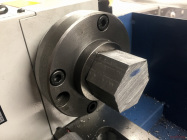
Mounted
Turning down to size
I removed the part from the chuck and replaced the chuck with the backing plate. The part is screwed into the backing plate for the rest of the machining. It will live there until I find another need for mounting something on the lathe with 1”-8 threads.
I started turning down the diameter to cut the threads for the collet nut. At this point I still need to take off about 13 mm off the diameter before getting ready to cut the needed M22x1.5 threads.
Monday, Apr 17 2017
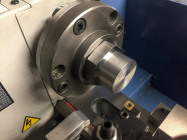
Oops!

Oops!
I was turning down the section that will get threaded for the collet nut. I got to within 1 1/2 mm of the needed diameter and decided to remove another 1 mm quickly then sneak up on the final size. So I removed a millimeter. From the radius. Damn.
I’ll cut the threads just for practice. Then I’ll put the 3-jaw chuck back on the lathe and start over with another piece of hex stock that I’ve already prepared by milling off the rust. Good thing I do this for fun and not money.
I took a close look at the HSS tool bit I’d ground a while back and figured out what I did wrong. A quick touch up on the grinder plus a little time honing on a stone got me a tool that cuts well and leaves a decent finish.