Tuesday, Apr 18 2017
Back to work on the collet chuck. I stopped yesterday after turning down the diameter for the M22 x 1.5 threads I needed to cut to something closer to 21 mm. Today I cut the threads anyway. For practice – first time cutting metric threads on this lathe. And also I’m hoping that the collet nut will fit loose, but still acceptable. There’s not a lot of axial force and I may be able to get by with a sloppy fit.

Less than 30°
Furthest left

Have to do it this way
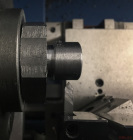
Because I am working so close to the spindle I can’t cut the threads using the compound slide at the normal thread cutting angle of something less than 30 degrees. The cutting tool won’t reach the left end of the part when set up that way. I set the compound parallel to the ways so I could dial in the extra reach I needed with the compound slide. I honed the tool. It is nice and sharp.

Change gears for 1.5mm pitch
That’s not 1.5mm
This is why you make a scratch pass after setting up change gears. I flipped the compound gears 180° when installing it on the lathe and wound up with a thread that was not 1.5mm. After flipping the change gears around to match the spec for a 1.5mm pitch I took another scratch pass. Much better.

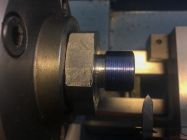
Loose, but it fits

Ready for drilling and boring
When the threads looked good I did a test fit using a collet nut. Lucky me. It’s loose, but tightens up fine. I won’t need to re-make this part. I can continue as is.
I removed the nut and drilled a 1/4" thru hole then expanded the hole to 3/8". It is supposed to be 10.5mm. Once the metric drill bits I ordered (apparently on a slow boat from China) arrive I’ll drill it out, again. For now 3/8” is good enough to start cutting the 8° taper I need for the collets.

Working on the taper

Still a mm or so to go
I set up the compound slide to the desired angle by indicating off of a collet held on the shank of a reamer. The reamer was held in my 4-jaw chuck adjusted for as little runout as I could get (less than .0005").
I can see that a future projext will be modifying the lathe for a better way of adjusting the angle of the compound slide. As it is now I have to almost remove the slide to get at the clamping screws.
Eventually I got the angle dialed in. I put the collet chuck back on the lathe and started boring the taper. Several times I blued the taper to check fit with one of my collets. I stopped when the outer diameter was about 16 mm.
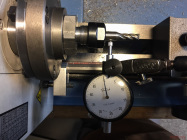
About 0.0005" runout
I’m using a 3/8” end mill in a 3/8” collet to check the runout. It’s about a half a thousandth, maybe a touch more. I’m happy with that.
I used the chuck to hold some 10-32 allthread that I parted off into 2” sections. The chuck held the pieces as I faced and chamfered the cut off ends. Perfect. No damage to the threads.