Thursday, Apr 27 2016
Die holder
Now that I’ve a tap follower I thought I’d make a tailstock die holder for easier threading on the lathe. I had 1/2" drill rod and 1 1/2" aluminum round stock. That’s what I’ll use. This holder is designed to be held in a chuck.
I started by parting off about 125mm worth of drill rod. Both ends were faced and chamfered. Now for the body.

Ream to size

Nice fit
I cut an 80 mm (plus a bit) section off of my 6061 aluminum 1 1/2" stock. I faced both ends then drilled out the center in about 3 stages: 7 mm, 10 mm, and 12 mm. Lastly I ran a 1/2" + .001 reamer through the hole. That gave me a very nice sliding fit on the 1/2" drill rod.

Bored to size and depth

Again, a nice fit
I measured several of my dies and found the good dies were just under 1" in diameter and 3/8" thick. The cheapies were smaller in both dimensions. I bored a recess in one end of the body a couple of thosandths over 1" and 3/8" deep. That gives me a nice fit with the face of the good dies flush with the end of the tool.

Needs set screw

90° cone on tip
Before drilling and tapping a hole for the die holding set screw (all of my dies use a single screw) I marked on the body where I thought the screw was supposed to go. Not trusting my eyeball measurement I put a good die in the vice on the mill and used a center finder to note the center of the dimple and then the edge finder to determine the distance between the center of the dimple and the trailing edge of the die.
The number is 0.156” – probably 5/32”. That number was the same on both the thicker and thinner dies in my collection.
I used a depth micrometer to get an exact measurement of the pocket I bored. It was .001” less than my 3/8” target. I used that number to calculate the offset from the edge of the holder to the center of the hole. With the die holder in the vice I used an edge finder to center the mill over the diameter and the needed offset (0.218") from the edge. I drilled and tapped a hole for a 5 mm x 0.80 screw. The hole exactly matches the dimples in my taps. Finally I turned a 90° cone on my set-screw to match the dimples in the dies.

On the lathe

Plenty of travel
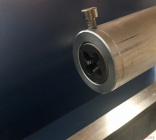
with die installed
And it’s done. Kind of. I don’t know if I’ll be able to hold it by hand (my intent) or if I’ll need to drill holes for a tommy bar or perhaps drill and tap a hole for a handle. I can always do that later. Also on the later list is to bore a different size hole on the other end for different size dies, should I ever find I need to use one that isn’t a nominal 1” in diameter. I can also drill and tap more holes for set screws, if needed.
I didn’t bother skimming a few thousandths off of the body to make it look pretty. It’s going to get knocked around in a tool box, anyway. I also decided not to add any knurling. If a die starts to bind when in use I don’t want knurling tearing up my hands – I’d rather the holder slip smoothly.