Saturday, Apr 1 2017
Mounting plate for future collet chuck
I thought I was finished with turning cast iron.
I was going to make an ER16 collet chuck for my lathe to match the collets on my mill. Switching lathes changes how I’m going to go about that. The old lathe has a 1"-8 threaded spindle. My chuck was going to screw on to that spindle. The new lathe has a built in 4" backing plate. What to do? What metal do I have that I can use for this project?
I no longer need the backing plate that I turned to match my 4" 4-jaw chuck. The 4-jaw chuck only needs 4 studs to mount directly to the mini lathe. With a bit of modification I can turn the old backing plate into a mounting plate for the collet chuck I want to build.
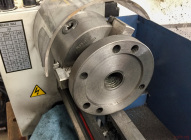
Ready for test fit
The backing plate had a 72mm boss used to register the chuck in the proper position. It was machined on the old lathe to insure that any mounted chuck was concentric with the axis of rotation.
I put the backing plate in my chuck and then machined the boss off. Then I bored a hole about 3 mm deep and 72mm wide to match the boss on my new lathe. This picture was taken before I removed the chuck (leaving the backing plate in the chuck’s jaws) for a test fit. Not quite there. The hole measured 71.9mm.
2nd try fits fine
I reinstalled the chuck and expanded the 3mm deep bore in the backing plate another 0.10 mm. Remove chuck for a test fit. Perfect. I removed the ex-backing plate from the chuck and mounted it to the lathe. I guess I need to start calling it a mounting plate.
I’m going to cut 1”-8 threads in what will hopefully become my collet chuck. It will screw it in to this mounting plate. Any future collet chuck I make (perhaps an ER25 or an ER32 in the future) will be made the same way. But first I need to cut off about 10mm of the boss on this mounting plate to get to the start of the threads.

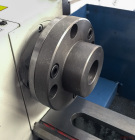
Removed excess metal
Well, that was painful. I was working too close to the spindle to be able to use a cut-off tool to do the entire job. I was able to machine a groove to guide the saw.
My band saw is of the portable variety. It did not have enough clearance to make the needed cut. That left a hack saw. My hack saw is 40 years old and the only blade is not much newer. It did – eventually – get the job done. I put the mounting plate back on the lathe to face the rough cut surface and chamfer the edges. And take a picture.
Maybe now I’m finished working with cast iron. It took an hour to get things mostly cleaned up. I expect to be finding cast iron power in various nooks for the next couple of weeks.